Migración de alineación manual de cigüeñales a estación servocontrolada — ruido de medición de 120 µm a 7 µm
El proceso anterior era manual: medir run-out con palpador de carátula, marcar el punto alto con plumón, golpear con martillo de polímero duro y repetir 3 o 4 veces. Hasta 6 minutos por pieza. Y un problema metrológico que el cliente desconocía: el sistema manual tenía más ruido que tolerancia.

El sistema manual tenía más ruido que tolerancia
El proceso anterior era completamente manual y dependiente del operador: medir el run-out del cono del cigüeñal con un palpador de carátula, marcar el punto alto con plumón, llevar la pieza a un herramental, golpear con martillo de polímero duro, volver a medir. Si no entra en spec, repetir 3 o 4 veces. Hasta 6 minutos por pieza si el ensamble llega con 200–300 µm de desviación inicial.
Pero el problema más grave era metrológico y el cliente lo desconocía: el palpador, apoyado sobre la geometría cónica sin limitar el movimiento axial del ensamble, leía 120 µm de ruido — cuando la tolerancia del producto es 80 µm. El sistema de medición no aseguraba nada.
Metrología independiente de la fuerza — 4 iteraciones hasta 7 µm
El sistema de medición y el sistema de fuerza son dos mecanismos independientes en el mismo herramental: la cadena de fuerza nunca toca la cadena de medición. Llegar a 7 µm de ruido requirió 4 iteraciones de ingeniería en piso.
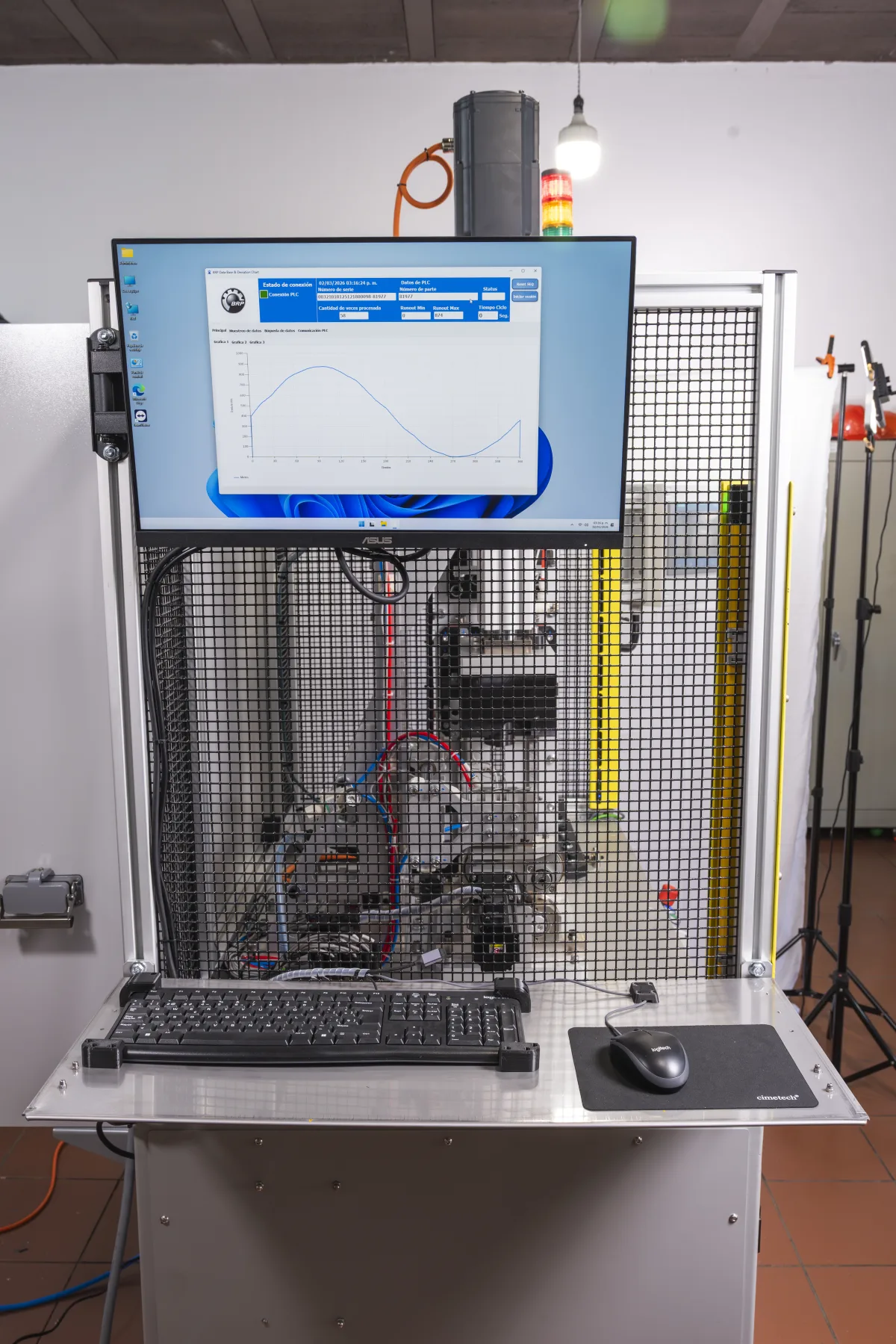 Software de control en tiempo real — curva de alineación por pieza
Software de control en tiempo real — curva de alineación por pieza 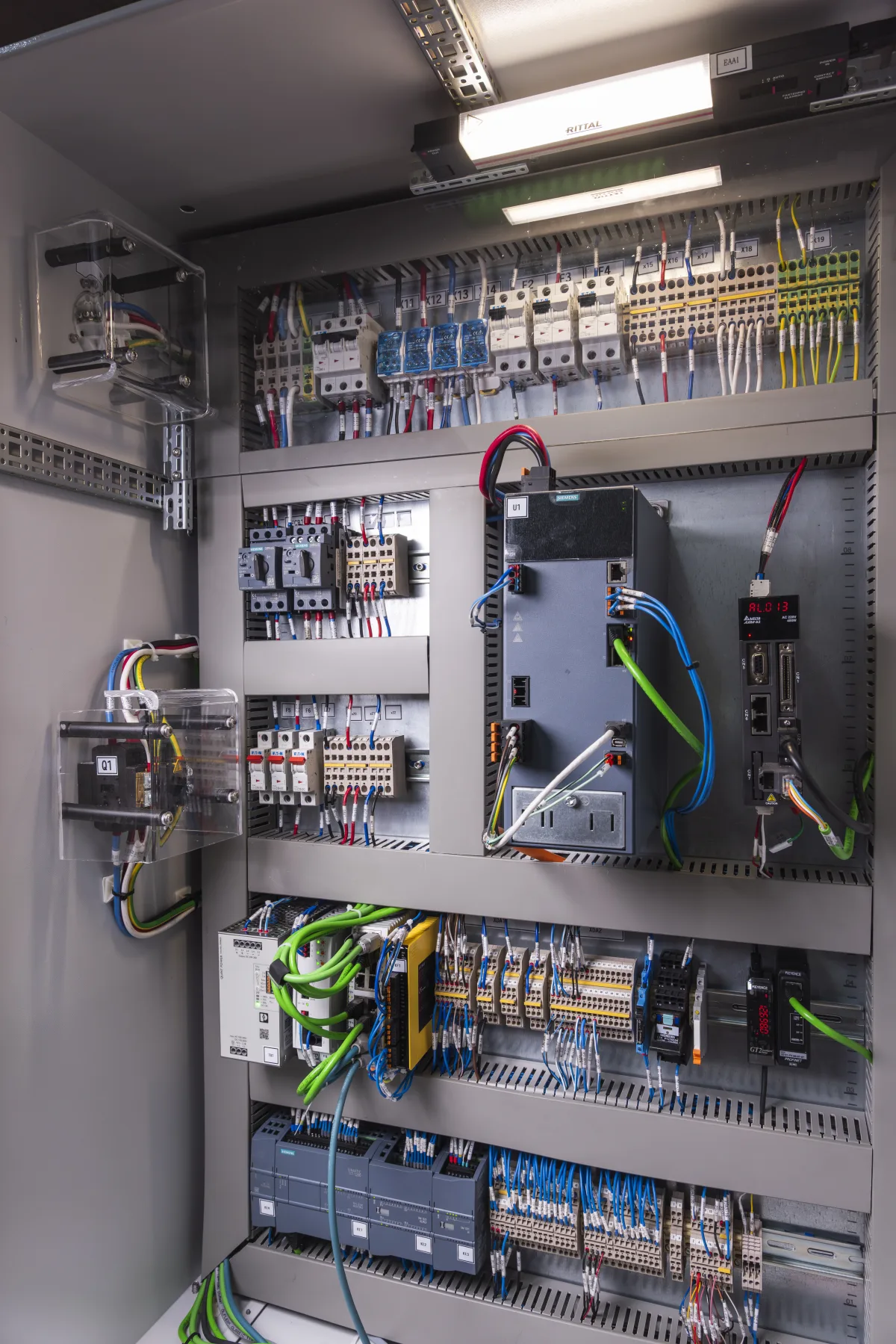 Tablero eléctrico — PLC Siemens + drive servocontrolador
Tablero eléctrico — PLC Siemens + drive servocontrolador LVDT Keyence GT2-A12 + celda Kistler 9333A
Metrología y fuerza independientes. Servomotor con reductor 1:5 para balance de inercia. Dos soportes con rodamientos de súper precisión. Celda Kistler de 50 kN de capacidad.
Actuador eléctrico de husillo de bolas
Servomotor con freno. Capacidad 20 kN (fuerza manual medida del operador: 7.7 kN). Sistema guiado que absorbe momentos flexionantes para extender vida útil.
4 iteraciones de ingeniería
Reductor 1:5 en servomotor de giro. Cambio de proveedor de poleas con certificación CMM. Soportes anti-bananeo al centro. Reubicación del LVDT a la base del mecanismo de giro.
Trazabilidad con lector Keyence SR-X300
Data Matrix del cigüeñal leído automáticamente. Base de datos local con: número de veces procesado, run-out por grado de giro, fuerza aplicada, posición y velocidad del servo.
Ruido de medición de 120 µm a 7 µm — el sistema ahora asegura
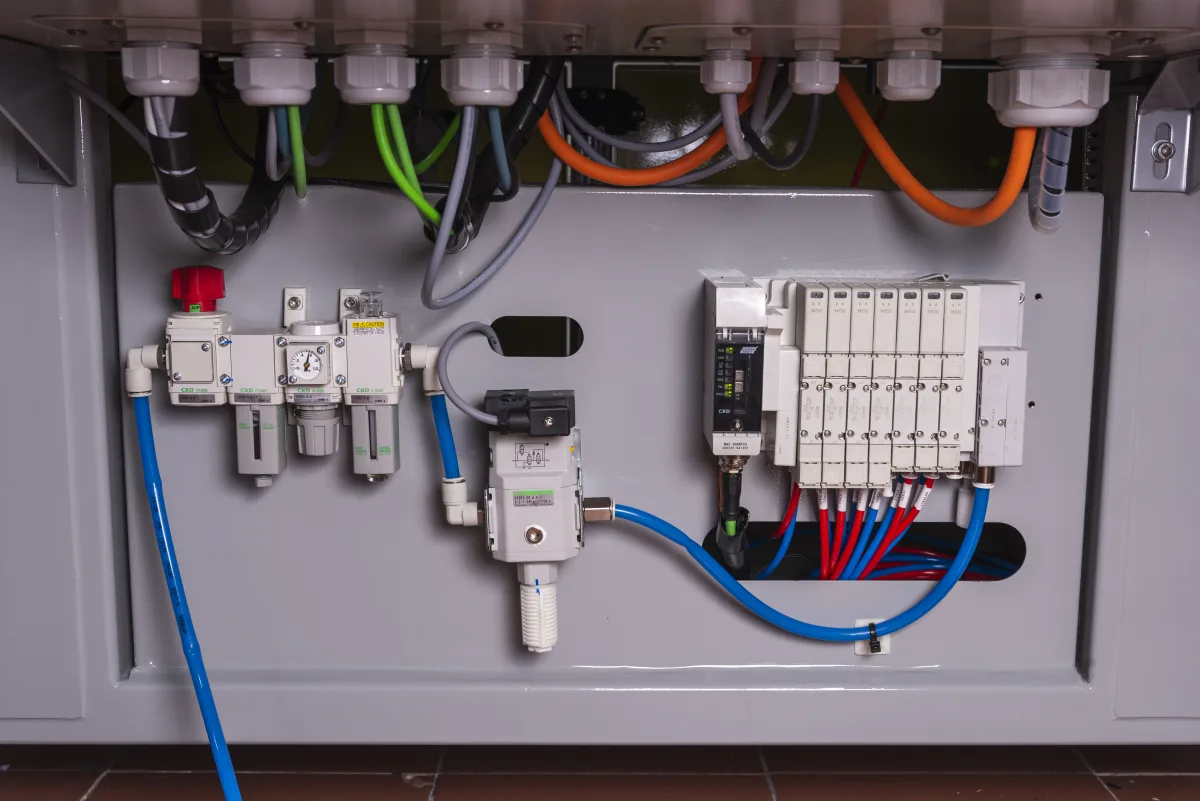 Sistema neumático con válvulas CKD — componentes de precisión integrados
Sistema neumático con válvulas CKD — componentes de precisión integrados 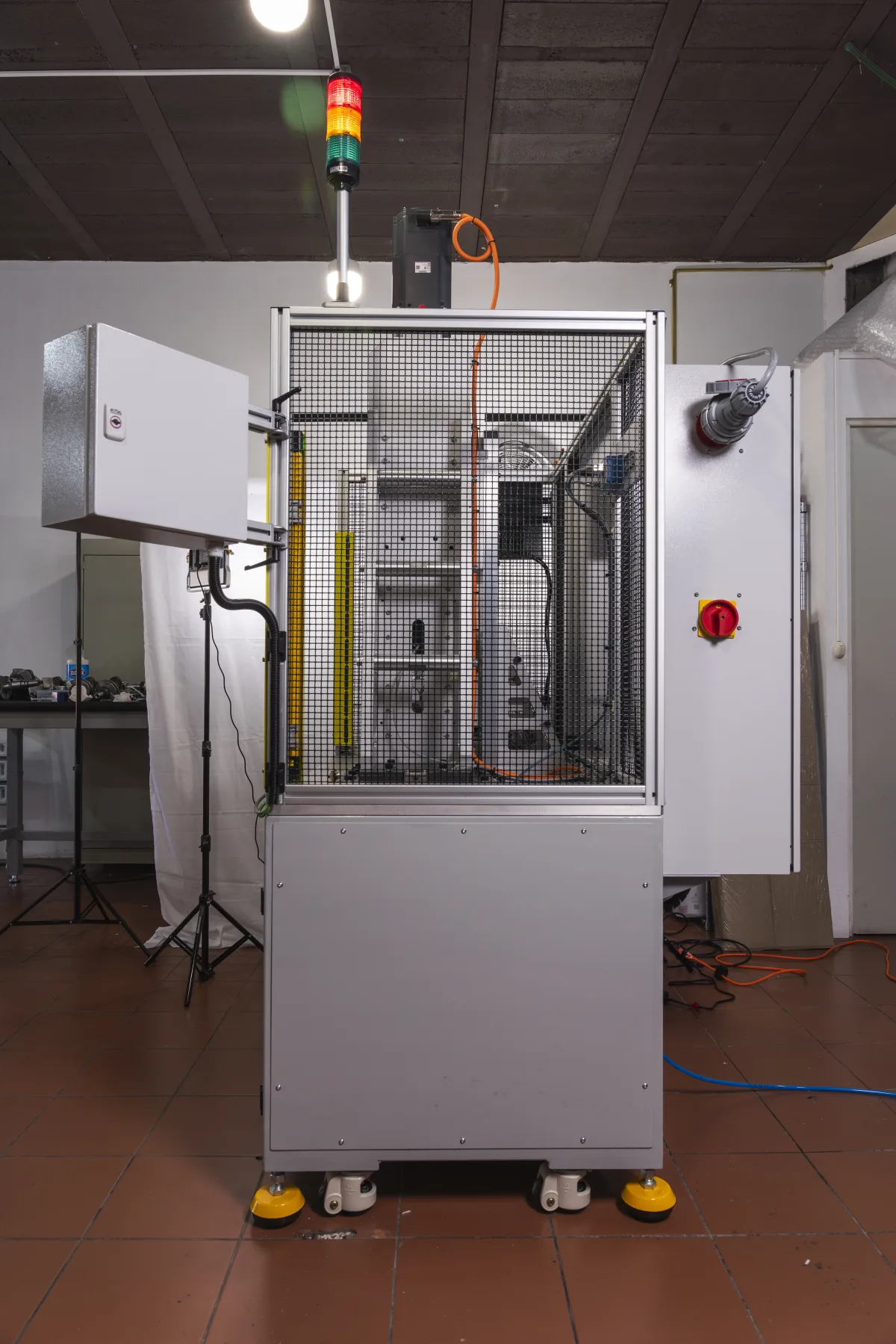 Instalaciones Lübeck Bajío — fabricación y prueba en casa
Instalaciones Lübeck Bajío — fabricación y prueba en casa "La variabilidad entre turnos era el problema real. Al convertir la alineación en proceso automático, eliminamos la variabilidad — no la culpa del operador."
— Ingeniería Lübeck, análisis caso 03
Lo automatizamos.
Proceso, no suerte.
Si tienes variabilidad entre turnos o dependencia de operador en puntos críticos de ensamble o medición, hablemos del diagnóstico antes de proponer solución.